return_block_links()); ?> |
Дельтапланеризм. М. Ордоди
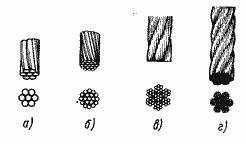
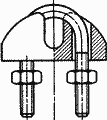
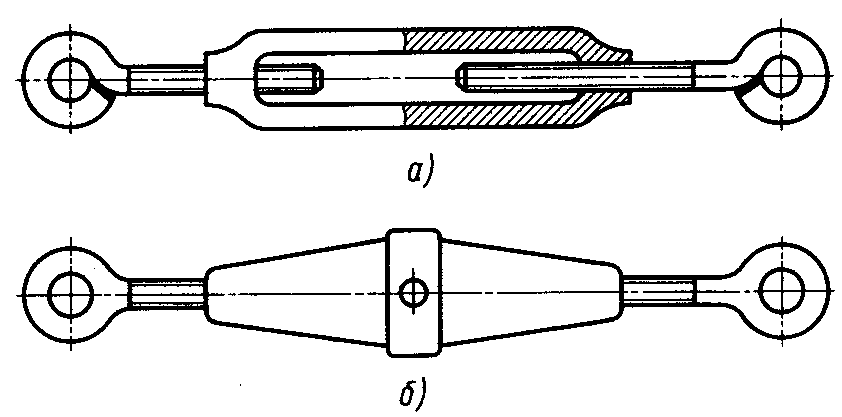
Рис. 3.43. Заделка тросов: а - закручиванием; б - обжатием трубочками "Никопресс" (Nicopress) Рис. 3.44. Зажимное устройство троса Для временной фиксации тросов можно использовать специальное зажимное устройство (рис. 3.44). Однако зажимать трос в таком устройстве следует крайне осторожно, поскольку чрезмерное перетягивание приводит к нарушению его прочности, а даже незначительное недотягивание резко уменьшает прочность фиксации. Зажим в таком устройстве выполнен правильно тогда, когда прочность троса снижается незначительно (на 1-5%). Как правило, трос разрушается в месте заделки. Для исключения выхода троса из строя в месте его контакта с ушком крепления в его петлю необходимо вставить коуш. Коуш должен быть плотно зажат между тросом и заделкой. При чрезмерно больших нагрузках коуш может деформироваться. При многократных сборках и разборках отдельные нити троса начинают рваться. Разрыв двух-трех нитей является предупреждением о том, что трос необходимо заменить. Натягивание тросов обеспечивается тендерами (рис. 3.45), которые можно приобрести в спортивных магазинах, где имеются принадлежности для парусной оснастки. Тендер, показанный на рис. 3.45, а, может быть использован только в том случае, если ушки винтовой пары приварены. После окончания сборки дельта-плана тендеры следует законтрить. Для этого через отверстия в корпусе тендера и ушко винтовой стяжки продевается тонкая проволока из мягкой стали. Разборку каркаса начинают с ослабления тендеров. При многократных сборках-разборках тендеры изнашиваются, поэтому в последнее время стали применять натяжное устройство, представляющее собой плоский кинематический замок
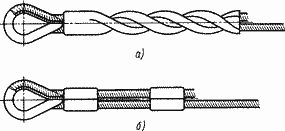
Рис. 3.42. Конструкция тросов растяжек каркаса целесообразно применять гибкие тросы. При эксплуатации возможны сильные изгибы троса. У менее гибких тросов могут образоваться заломы, на месте которых они теряют прочность. Гибкость троса зависит от структуры его сечения. Чем тоньше нить, из которой скручен трос, тем больше его гибкость. Нити скручиваются в пряди, плетение которых образует сечение троса. На венгерских дельтапланах применяются тросы из шести прядей по семь нитей (рис. 3.42, а). Для защиты от коррозии стальные тросы подвергают электрохимической обработке, изготовляют их из коррозионно-стойкой стали. Тросы, неустойчивые к коррозии, на дельтапланах не применяют. В месте разреза трос неизбежно раскручивается, поэтому в месте предполагаемого разреза трос зажимают с двух сторон и, насколько возможно, закручивают. В таком состоянии трос перерубается зубилом или щипцами. Такой метод предохраняет трос от раскручивания. К деталям каркаса трос присоединяют следующим образом: конец троса загибают на 180╟ и в таком положении надежно фиксируют. Способы фиксации могут быть различные. Изображенная на рис. 3.43, а закрутка конца троса весьма трудоемка, и не технологична. Поэтому закрутка не получила широкого распространения ни в парусной оснастке, ни в дельтапланеризме. Для заделки тросов, как правило, применяют метод "Никопресс" (Nikopress), при котором конец троса фиксируют зажимом двух коротких трубок из медного или алюминиевого сплава (рис. 3.43, б). Для тросов 02,5-3 мм диаметр трубок должен составлять 10 мм, толщина стенки 2 мм. Минимальная длина обжимной трубки 15 мм, обжатие производится на длине 12 мм. Если трубка, изготовлена из чистого алюминия, то ее длину требуется увеличить до 30 мм с двумя обжимками. Для обжимки применяют специальные обжимные щипцы, кроме того, ее можно выполнить с помощью автомобильного домкрата, используя дополнительно вставку-матрицу. Рис. 3.45. Тендеры (натяжные устройства тросов ): а - растяжки парусных тросов: 5- растяжки конструкционные При отсутствии специального инструмента для обжимки может возникнуть необходимость в закручивании. Для этого в трубку длиной 10-12 мм из мягкого алюминия продевают конец троса и с помощью молотка ее сечению придают овальную форму. При этом следует проследить, чтобы тросы не пересекались в трубке. Взяв расплющенную таким образом трубку за два конца с помощью двух разводных ключей проворачивают на два-три полных оборота. Расплющивание трубки следует производить легкими ударами молотка, избегая ударов по торцовым частям трубки.
|