return_block_links()); ?> |
Дельтапланеризм. М. Ордоди
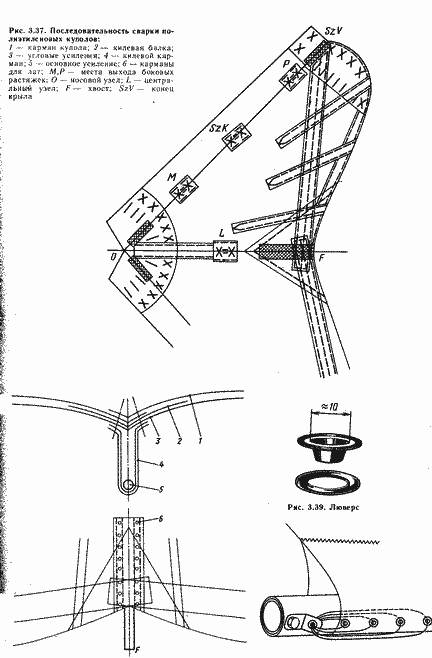 Рис. 3.38. Крепление килевого кармана: 1 - основное усилие; 2 - усилие хвоста; 3 - купол; 4-килевой карман; 5- килевая балка: 6- конструкция заднего крепления купола и килевой балки Рис. 3.40. Фиксировка конца купола ряет требованиям прочности. В наиболее нагруженных местах купола пленка растягивается и происходит ее стабилизация. Под воздействием чрезмерно больших нагрузок купол из полиэтилена, сшитый с соблюдением требований прочности, не рвется, а растягивается. По сравнению с нерастяжимыми материалами пленка обладает значительно большими энергопоглощающими свойствами. Другими ее преимуществами являются: полная воздухонепроницаемость и гигроскопичность, большая гладкость. Материал для купола обходится в 300 форинтов, а сам купол может быть изготовлен методом сварки за 8 ч. Однако недостатком пленки является то, что она плохо сохраняет свои свойства под воздействием солнечных лучей, и поэтому даже при идеальном уходе срок эксплуатации такого купола не превышает одного-полутора лет. Срок эксплуатации дакронового купола равен сроку службы каркаса, в то время как полиэтиленовый купол приходится менять неоднократно. Технология изготовления куполов из высокопрочных синтетических материалов подробно изложена в работе [15]. Купол дельтаплана можно изготовить из цельного куска полиэтиленовой пленки толщиной 0,15 мм, выпускаемой Тисайским химическим комбинатом (Tiszai vegyi kombinat). Усиления, карманы и т. д. изготовляют методом сварки. Основной частью сварочного аппарата является нагревательный элемент, который путем прижима к свариваемым частям купола обеспечивает прочное их соединение на длине 20-40 см. Сварочный аппарат "Термофреквенц" (Thermofrekvenz) оснащен приводным устройством, срабатывающим при определенной силе нажима, а также реле времени и потенциометром для регулирования силы тока нагрева. Сварочный аппарат можно изготовить и самостоятельно. Для этого необходимо обеспечить нужную температуру нагревательного элемента, а время, необходимое для сваривания, уточняется практически. Прижимная поверхность нагревательного элемента должна иметь ширину 2-5 мм. Между нагревательным элементом и свариваемыми поверхностями необходимо проложить кальку или тефлоновую пленку, чтобы не повредить материал купола. Добиться равномерности прижима можно с помощью мягкого основания из нескольких слоев ткани. Сваренный таким образом шов при необходимости рассоединения может быть только разрезан, рвать его нельзя (рис. 3.36). Сначала двумя параллельными швами к раскроенному куполу пришивают боковые карманы. Затем аналогичным образом соединяются два полукрыла (штриховая) линия OF (см. рис. 3.34). Одно- 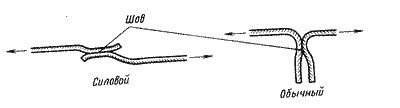 Рис.
3.36.
Нагрузки на
пленочное
соединение,
скрепленное
сваркой
Назад.
|